6月27日,在2023第三屆xEV驅(qū)動系統(tǒng)技術(shù)暨產(chǎn)業(yè)大會,躍科智能制造(無錫)有限公司制造技術(shù)部經(jīng)理胡效介紹,躍科智能制造(無錫)有限公司,是一家專業(yè)的驅(qū)動電機智能制造系統(tǒng)解決方案提供商,針對當前行業(yè)技術(shù)痛點,躍科開發(fā)的第二代Hair-pin設(shè)備,為我們的客戶搭建出極具競爭力的扁線電機生產(chǎn)能力。另外,躍科目標在2024年底前實現(xiàn)“3+3計劃”,即3個月完成首件下線,3個月完成生產(chǎn)爬坡至滿節(jié)拍生產(chǎn),為客戶提供極致的項目開拓支持。
以下是演講實錄。

胡效:大家上午好!很高興代表躍科給大家做分享,剛才聽到黃博士這邊介紹關(guān)于電機的理論,都是非常深奧的知識,感覺也是受益匪淺,我這邊從制造的角度、工藝設(shè)備的角度給大家?guī)矸窒恚裉斓闹黝}是第二代高集成度定子產(chǎn)線介紹,其中0.5s/pin的設(shè)備幾乎是做到了行業(yè)極致。
今天的介紹分三部分:
第一,公司介紹。
第二,關(guān)于我們第二代設(shè)備的介紹。也是本次介紹的主要部分。
第三,扁線電機技術(shù)路線探討。
OK,這是我們公司可以看到最右邊三個比較重要的數(shù)據(jù),第一個就是2020,我們公司實際上是2020年成立的,然后成立時間到目前為止3年多一點,也是在疫情過程中成長起來的一家公司,我們公司目前主要做扁線電機自動化生產(chǎn)設(shè)備。
可能在大家眼里我們公司是一匹黑馬,因為確實成立時間也比較短,但是我們在去年就已經(jīng)拿到了市面上接近6個億的訂單,在這個細分領(lǐng)域基本上也是處于第一、第二的水平。公司目前差不多有500人,專利申請超過100項。
這是我們公司位置的情況,目前我們公司在無錫有四個地方,綠色圈四個地方,一二三工廠加上右下角的研發(fā)中心,研發(fā)中心是我們最近剛剛?cè)腭v的研發(fā)中心,黃色圈地方是我們自建廠房,目的已經(jīng)拿到地面4萬平地正在建設(shè),大概明年下半年會搬遷到里面。
這是我們公司業(yè)務模塊介紹,第一部分我們做扁線電機研發(fā)支持服務,這里面包括電機電磁方案、繞組設(shè)計還有工藝開發(fā)這塊的技術(shù)支持服務,也是為客戶提供了產(chǎn)品層級幫助,扁線電機制造環(huán)節(jié)是比較重要的環(huán)節(jié),相對于一般汽車類產(chǎn)品來講,它的制造工藝是比較難的,而且在行業(yè)上來看也是一個比較新的,在電驅(qū)領(lǐng)域應用是比較新的技術(shù),在制造工藝這一塊是比較重要的,所以我們公司很大的優(yōu)勢就是在于能夠為客戶提供產(chǎn)品層級的一些技術(shù)支持。
第二個就是ABC樣品試制,前期做工藝驗證包括幫客戶做產(chǎn)品的樣品開發(fā)這一塊。
第三個是我們核心業(yè)務,要做扁線自動化生產(chǎn)線。基本上我們95%銷售額都是來自于這個。
第四個是我們轉(zhuǎn)子。
第五三合一裝配,我們也是在做業(yè)務的拓展,我們目標是要做三合一整包生產(chǎn)線。
第六部分是我們公司軟件系統(tǒng)的服務,這一塊包括智能工廠這一塊,也是基于我們自己的自動化設(shè)備做的。
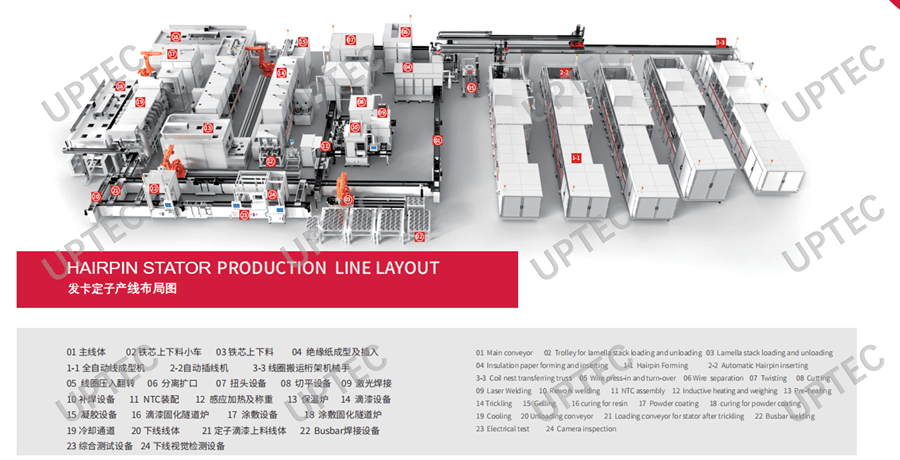
這張圖是我們比較典型的發(fā)卡定制全自動生產(chǎn)線,15萬產(chǎn)能的線,節(jié)拍2分鐘,是全自動的,上下料包括插線,包括切平焊接有一個工裝蓋板,包括后面滴漆涂敷過程轉(zhuǎn)運都是全自動的,整個線是三個人,在最后有裝溫度傳感器、電性能測試、下線檢查有些人。
這是我們公司波繞定子生產(chǎn)線布局圖,這個產(chǎn)線是國內(nèi)目前自主開發(fā)的第一條也是唯一一條批量的波繞定制生產(chǎn)線,這個產(chǎn)能20萬,單機節(jié)拍75秒。
這是我們公司軟件系統(tǒng)介紹,然后包括智能視覺算法,算法這一塊視覺技術(shù)在我們扁線電機生產(chǎn)過程中應用比較多的,包括我們漆皮檢查、線輪廓和2D投影尺寸做檢查,包括擴口之后、扭轉(zhuǎn)之后都可以做視覺檢查還有激光焊接,焊接前的視覺引導、焊接后的質(zhì)量檢查等等視覺應用比較多,我們公司可以做自主視覺程序的開發(fā)。
我們進入到第二部分,第二部分就是第二代的Hairpin設(shè)備的介紹,這個布局圖還是剛才發(fā)卡布局圖,這個布局也是目前市面上比較典型的一種發(fā)卡生產(chǎn)線布局方案,這里面有幾個痛點,第一個痛點就是線成型,設(shè)備數(shù)量多、占地面積大,線成型我們知道發(fā)卡線,槽數(shù)越多、層數(shù)越多發(fā)卡數(shù)量就會越多,但是我們發(fā)卡是一根一根做出來的,所以你的產(chǎn)品設(shè)計的時候,如果槽數(shù)層數(shù)增多,或?qū)е抡麄€產(chǎn)線線成型數(shù)量會明顯增加,然后整個占地面積也會特別大,投資也非常高。
第二個就是扭頭擴口這一塊,我們現(xiàn)在扭頭擴口基本上是兩臺分開設(shè)備,扭頭過程中會有扭轉(zhuǎn)口工裝,這個工裝比較難加工業(yè)比較容易損壞。
第三個是切平焊接,切平焊接這個地方目前市面上主流方案還是用整體的縮緊盤,然后這個縮緊盤在焊接前套上去,套上去縮緊,去切斷,切斷焊接,這個過程工裝的周轉(zhuǎn)、工裝一致性也是一個挑戰(zhàn)。
第四個滴漆涂敷這一塊,絕緣處理工藝還有很多加熱過程,加熱過程能耗是非常大的,然后以前傳統(tǒng)大鏈條爐子里面有七八十臺在加工,很容易導致批量報廢。針對痛點我們公司也做了很多時間研發(fā)新一代設(shè)備解決這樣的難題。
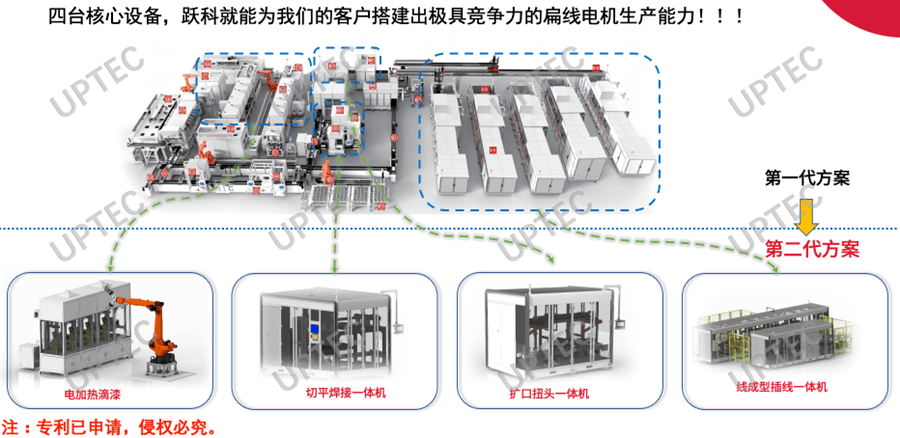
目前我們第二代方案就是這么一個四臺主要核心設(shè)備,第一臺就是我們的右下角線成型插線一體機,這個可以做到單機0.5s節(jié)拍。
第二臺是擴口扭頭,我們把它集成到一臺設(shè)備商,然后我們扭轉(zhuǎn)筒不需要了,沒有這種傳統(tǒng)扭轉(zhuǎn)筒的設(shè)計。
第三個是切平焊接一體機,我們把裝甲工裝整合到我們設(shè)備商,不是隨機工裝形式的,周轉(zhuǎn)和一致性問題得到解決。
第四個是滴漆涂敷這一塊,我們上了電加熱的,單站式的傾斜滴漆,不管是能耗還是這種對于產(chǎn)線質(zhì)量控制,都更加有幫助。這是我們的線成型和插線一體設(shè)備,這個設(shè)備是一臺成型機可以覆蓋差不多20萬產(chǎn)能,按48層8槽定制計算的話,一臺線成型覆蓋20萬層。可以做到0.5秒,相對于傳統(tǒng)方案的話,我們占地面積縮小一半,我們插線也是全新插線概念,傳統(tǒng)的插線就是把銅線拿著一根根豎直插到線杯里面,然后再把線杯收攏整體抓出來插入鐵芯,我們這個方式是完全不一樣的。
擴口和扭頭,這個設(shè)備我們是把它集成到一起,然后我們擴口是一圈爪子套入銅線里面拉開然后扭掉,這個過程不需要扭轉(zhuǎn)筒設(shè)計的,然后也是避免了扭轉(zhuǎn)筒加工復雜、容易損壞的問題。
第三個是切平焊接一體設(shè)備。我們把隨行工裝做在設(shè)備里面,沒有扭轉(zhuǎn)過程,沒有裝甲和上下料過程,然后它的一致性也比較好,因為它是固定在設(shè)備上,不是隨行工裝,整個節(jié)拍單機達到60秒,占地面積相應有所縮減。
滴漆我們做的電加熱滴漆設(shè)備,帶一個閉環(huán)溫度監(jiān)控系統(tǒng),我們公司其實滴漆涂敷一直在做,我們滴漆設(shè)備基本上都是一起配套在賣的,從前面最古老大爐子形式,鏈條隧道爐形式,后面的分體式單站式滴漆再到現(xiàn)在的電加熱滴漆我們設(shè)備都是已經(jīng)開發(fā)出來。
這是一個產(chǎn)線配置方案的對比,目前我們新的這一套概念20萬產(chǎn)能的話,還是基于48槽8層的定制,因為Hairpin的數(shù)量和焊點數(shù)量會影響到數(shù)量的節(jié)拍,基于48槽8層可以做到20萬產(chǎn)能各配一臺,滴漆10臺,滴漆還要根據(jù)產(chǎn)品疊高判斷,因為有些產(chǎn)品的疊高比較高的時候,滴漆時間會相對長一點,工位數(shù)也會多一點。
30萬產(chǎn)能的話我們第一臺設(shè)備配兩臺,中間兩臺設(shè)備配一臺,滴漆增加到15個工位。這是兩種方案的布局對比,場地面積也是明顯縮小,基本上可以縮到長度縮小了10米。
交付這塊,我們新的設(shè)備我們是要把它做得更加標準化,基于這個標準化我們能夠有更好的交期,更好的調(diào)試速度,我們爭取在2024年底實現(xiàn)“3+3計劃”,就是交付3個月,調(diào)試3個月滿產(chǎn),然后當然這里面有一個前提條件,比如說像激光,我們提前要做備貨,包括西門子的一些件,也要提前做準備,但是我們基于這種長交期問題解決之后,我們可以爭取做到三個月的交付時間。
這塊是設(shè)備對比,我們第二代設(shè)備,無論從各個方面,節(jié)拍、占地面積、自動化率、換型、交期、質(zhì)量穩(wěn)定性都有比較大的提升。
這邊是我們這幾臺實物的設(shè)備,前面展示四臺設(shè)備在我們自己研發(fā)車間里面,這實物已經(jīng)出來,我們在調(diào)試,各位朋友或者客戶,想去參觀交流的話,可以聯(lián)系我們,可以去到我們車間做一個面對面的交流。
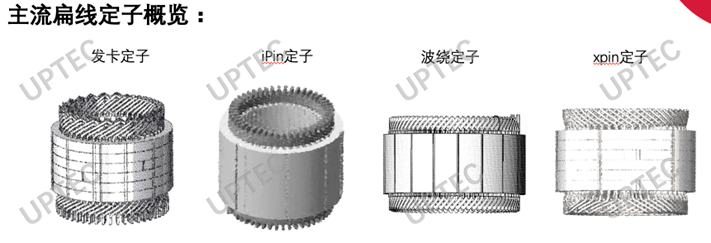
然后我們第三部分,第三部分關(guān)于扁線定子技術(shù)路線探討,這邊我列了四種比較常見的,市面上比較常見定字類型,第一種最主要的Hairpin的發(fā)卡,這種基本上是90%以上的占比率。然后第二種是Ipin,Ipin現(xiàn)在只有博世那邊在做,占6%左右。然后波繞定子,波繞定字目前據(jù)我們了解,正在量產(chǎn)的電驅(qū)動場合正在量產(chǎn)也就只有博格華納的,然后占比3%,最后就是Xpin現(xiàn)在新的概念,它并不是繞組形式的創(chuàng)新,它只是焊接搭建方式的變化,能夠介紹端部高度。
這是幾種產(chǎn)品工藝路線對比,這里面發(fā)卡定子就是我們把單根銅線經(jīng)過矯直然后去切斷、折彎、3D壓磨之后做成發(fā)卡形狀的銅線,把它插到我們工裝里面,插入線杯工裝之后整體把線杯整體抱出來,插入鐵芯,我們對直線端端部做扭轉(zhuǎn),然后切平焊接。
第二個是Ipin定子,線成型沒有3D成型過程的,它是銅線做成直線段,單槽插入,單槽比如六層就有六根,八層就有八根,并在一起插到鐵芯里,它插入之后兩頭都需要扭轉(zhuǎn)、切平焊接,它的工序會多一點,但是它單站復雜度會低一些,因為我們發(fā)卡成型過程中,不同的線型對模具的要求等等控制都是不一樣的,它的插線過程也是非常復雜,Ipin它的線成型和插線非常簡單。
第三種是波繞定子,基本概念就是我們相當于做線成型,把一根線做成波浪型,有很多塊,目前我們之前交付產(chǎn)線定子一根銅線做成波繞之后大概有3米長,做出來波繞銅線會做成排列和交叉,排列交叉就是我們在叫彈夾工裝,把這個線鋪起來,鋪起來之后這些線并不是平鋪幾根線,它是互相之間要有高低關(guān)系的交疊,為了實現(xiàn)電磁方案。
排列好之后進行卷繞,卷到工裝上面,這個工裝非常關(guān)鍵,再把工裝帶著銅線一起放到鐵芯內(nèi)徑,弄到鐵芯里面去,這是基本的工藝路線,當然波繞這塊也有其他的像分離設(shè)計,就是它的鐵芯是分體鐵芯,內(nèi)鐵芯和外鐵芯,然后這樣的話卷繞直接卷到內(nèi)鐵芯,之后再把外鐵芯壓裝到內(nèi)鐵芯上面,這也是另外一種方案。
第四個是Xpin,可以從發(fā)卡來也可以從Ipin來,它前面的工具跟Ipin和發(fā)卡是沒有區(qū)別的,區(qū)別在于扭轉(zhuǎn),扭轉(zhuǎn)沒有直線段,所以扭轉(zhuǎn)過程比較困難,扭完之后焊接的搭接是直接的搭接,不帶切平,直接斜面搭接。
我重點講一下Xpin波繞,因為X-pin和波繞是比較創(chuàng)新的地方,X-pin這邊主要幾個技術(shù)難點:
第一,扭轉(zhuǎn)的時候控制,因為我們Hairpin扭轉(zhuǎn)的時候你會抓著它直線段,那個直線段大概10-12毫米,扭轉(zhuǎn)工裝把直線段抓著去扭,是有著力點的,但是Xpin沒有這個著力點,所以扭轉(zhuǎn)過程基本上就是我們工裝從側(cè)面波動銅線,邊波動邊滑片邊退行,然后實現(xiàn)扭轉(zhuǎn),它的運動控制你要保證波桿在槽艱巨里面不要產(chǎn)生干涉,因為銅線產(chǎn)生越來越傾斜的時候,它側(cè)面間隙越來越小,所以你要根據(jù)變化的規(guī)律去匹配你扭轉(zhuǎn)的退行規(guī)律,控制上是比較難的。
第二個是銅線一致性,因為Xpin定子我們焊接的時候是沒有切平工序,不帶切平工序?qū)︺~線長短角一致性要求非常高,這個過程實際上是一個系統(tǒng)工程,它從前面的送線,甚至送線張力控制都會影響送線精度,然后2D折彎過程中,線腿一致性,3D軋膜回彈量是不是一致,插線壓入到底之后它是不是露頭是不是一樣高,扭轉(zhuǎn)之后規(guī)律是不是一致等等,這些因素都會影響到你最后焊點搭接,這一塊其實是整個Xpin風險最大的地方,扭頭焊接都能搞定,但是一致性如果搞不定,產(chǎn)線良率可能會有一些大的影響。
第三個就是焊接夾持,因為我們還是講發(fā)卡,發(fā)卡前面有一個直線段,焊接的時候夾緊是把前面的直線段抱夾,四面都可以夾住的,比較好操作。Xpin裝夾沒有辦法去抱著夾,只能從鏡向,因為兩側(cè)是斜面,只能從鏡向夾面,而且操作非常小,對工裝設(shè)計要求非常高。而且我們?yōu)榱吮WC焊接效率我們一般都要做整體式夾持,而不是單點夾持,單點夾持效率跟不上,所以整體夾持方案比較需要花腦筋思考。
第四個是焊接的熱影響,最下面的圖片,它這個爬電距離,Xpin焊接的時候要去漆皮,去完漆皮剩下一點點交叉累壓就是爬電距離,從絕緣系統(tǒng)上面是有一定要求的,400V至少要做到四五個毫米,800V電機可能要10-12個毫米。
這個地方就是很關(guān)鍵,如果說你的焊接時候熱影響大了把漆膜燒壞了,這個爬電距離就不夠了,另外它跟產(chǎn)品設(shè)計也有關(guān)系,比如說你是48槽、54槽、72、96槽,槽數(shù)越多它的線越綿密,越綿密交叉區(qū)間越短,爬電距離相對就越短,xpin的定子就是槽數(shù)太多不太好,可能我覺得極限在54槽,72槽以上的話槽艱巨太小,交叉爬電距離太短,比較難做。
然后那兩個灰色的圖片,我把它稍微模糊了一下,這是我們公司做的Xpin樣品,目前這塊也是跟有家客戶在商討xpin量產(chǎn)線的訂單,總體上我們還是比較有信心去解決這個問題的,能夠推動它的量產(chǎn)化。這塊是波繞的,波繞的話也是幾個工藝難點:
第一,線成型,我們看到最左邊的圖片,我們是通過上下工裝對頂,非常復雜的鉸鏈鏈感機構(gòu),對機構(gòu)加工精度、控制精度要求非常高,做不好容易存在傷線。
第二,卷繞,卷繞的時候我們把銅線工裝里,實際上是向卷繞工裝外經(jīng)卷到內(nèi)徑,它有一個向內(nèi)變形的過程,這個變形過程中,容易出現(xiàn)一些變形不可控的情況,導致傷線問題。
第三,嵌線,嵌線的時候也是,他是從工裝里面脹到鐵芯里面去,是向外變形的過程,就是卷繞和嵌線,向內(nèi)變形和向外變形兩個過程它會使你銅線非常不可控,尤其銅線線規(guī)格比較粗的時候,線比較粗的時候做波繞是比較困難的。
第四,皇冠服帖,我們發(fā)卡定子線成型的時候會有銅線給壓出來臺階彎,就是頂部你看到的S臺階彎,那個臺階彎就是為了實現(xiàn)銅層的避讓,相鄰層避讓,我們波繞成型的時候做不成那個臺階彎,實際上是平面的波繞線,這個臺階彎最后在卷繞成型之后要通過內(nèi)外壓力壓鑄出來,皇冠端不會像發(fā)卡那么服帖、規(guī)整,如果還是同樣的,你在做整形過程中,如果你銅線抗力比較大、線比較粗、比較硬,成形過程中可能會導致銅線之間擠壓損傷,所以波繞其實難的是什么?難的基于現(xiàn)在的工藝方案,它的線規(guī)格不要太粗,線規(guī)格一旦大了之后,工藝難度會明顯增加。
這一塊我們也是公司研發(fā)第二代波繞技術(shù),我們這邊有些從產(chǎn)品設(shè)計還有設(shè)備開發(fā)這一塊,也是有些新的想法,我們正在驗證。這個圖片是我們幾種產(chǎn)品的對比,發(fā)卡Ipin、波繞、xpin我們基本上是3V1格局,概念上來講Xpin最好,端部高度可以達到波繞一樣的端部高度,然后它的可制造性又可以達到發(fā)卡的可制造性,所以說它概念上是最好的,當然它有它自己的現(xiàn)實困難。
發(fā)卡定子為什么是現(xiàn)在市占率最高的產(chǎn)品?因為它的產(chǎn)品設(shè)計跟制造工藝的平衡是最好的,它電磁方案比較靈活,你可以做一些跨成線、跳成線、同層跨線這種,然后把basbar放在皇冠端、焊接端都是可以的,所以電磁設(shè)計上比較靈活,電磁方案比較好做一點。
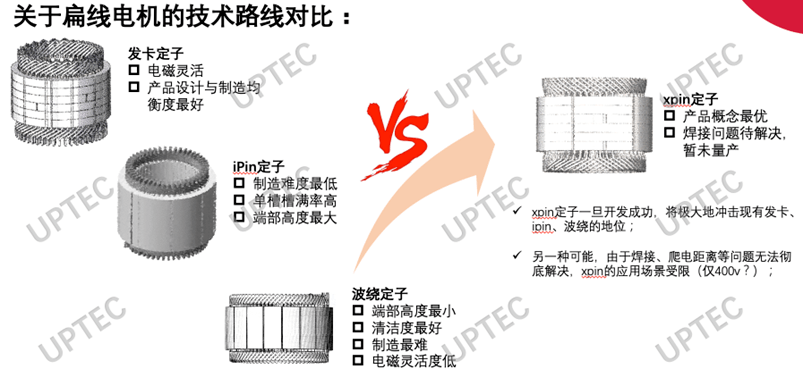
第二個就是制造方面,制造方面整個的工藝流程、設(shè)備基本上慢慢趨向于標準化了,然后Ipin這一塊,它加工工藝不難,不好的地方是兩端端部高度都有點高,兩端都有10毫米的直線段,浪費了端部空間,但是因為它插線的時候是一槽一槽往里面插的,所以單槽槽滿率可以適當提高一點,可能比發(fā)卡定子槽滿率提高3-5%個點,但是這個可能還無法去沖抵它軸向空間的損失。
波繞定子端部高度最小,清潔度最好,這個清潔度它的沒有辦法,別的產(chǎn)品沒有辦法替代的,因為波繞不需要做去漆皮,不需要做切平扭轉(zhuǎn)焊接,這些過程都會產(chǎn)生碎屑,碎屑對于清潔度的影響是很大的,尤其是后面的800V油冷電機,目前來講它的制造難度是最大的,它的電磁靈活度也相對低一些,它這種交叉的方式、不管是現(xiàn)在的定點交叉還是做這種跟發(fā)卡類似的螺旋交叉這種方案,它整個電磁方案的設(shè)計都會有一些限制。
Xpin剛才提到了,它能夠?qū)崿F(xiàn)波繞端部高度,實現(xiàn)發(fā)卡可制造性,所以它的概念上是最好的,但是它現(xiàn)在主要問題還是在于剛剛說的搭接一致性問題,合格率問題;第二個就是它爬電距離,焊接的地方,怎么樣去控制減少熱影響,保證它的爬電距離,這塊也是需要解決的,如果爬電距離這塊保證不那么好,可能800V應用風險會高一點,400V我覺得沒有什么問題。
這邊是我的分享,大家有需要交流的可以添加微信,回頭我們可以做一些交流。謝謝。
主持人:好的,非常感謝胡經(jīng)理,一個是高效率0.5s/pin的成形技術(shù),另外關(guān)于X-pin、Wavepin這種新型電機繞組技術(shù),在從工藝層面也指出了一些關(guān)鍵的,一個是關(guān)鍵點,另外一個就是解決方案,再次感謝一下胡經(jīng)理。還是我們演講之后,都有一個提問,大家有想了解的嗎?好的。
提問:因為現(xiàn)在Xpin比較看好,對你來講你在開發(fā)產(chǎn)品到底重點放在哪個線上面?
胡效:現(xiàn)在我們主流還是要保證發(fā)卡訂單,xpin我們現(xiàn)在正在跟一個大客戶,正在溝通批量線的訂單,我們自己家里做一個半自動樣品制造,基于半自動生產(chǎn)過程,我們會去確認它的可行性,如果半自動生產(chǎn)過程、打樣過程做下來評估風險是OK的,我們就會跟客戶定下來這個項目,如果xpin后面確實很好,后面可能會主流引導客戶切換到xpin上面來,因為它確實有優(yōu)勢。
提問:后面改變不大吧?
胡效:基于發(fā)卡方案的話,大概80%相同,20%會有些變化。
提問:焊接的地方是吧?
胡效:對,扭轉(zhuǎn)和焊接,當然線成型里面為了保證它的一致性,需要額外增加機構(gòu),保證它的線成型更加穩(wěn)定一點,主要是在扭轉(zhuǎn)和焊接兩個工位不太一樣。
來源:第一電動網(wǎng)
作者:NE時代
本文地址:http://m.155ck.com/kol/206060
文中圖片源自互聯(lián)網(wǎng),如有侵權(quán)請聯(lián)系admin#d1ev.com(#替換成@)刪除。




先估價再買車,買的放心開的安心
您的詢價信息
已經(jīng)成功提交我們稍后會聯(lián)系您進行報價!

大牛說專欄作者")





 京公網(wǎng)安備
11010502033163號
京公網(wǎng)安備
11010502033163號